Hybrid Approach to Producing Mold Inserts Boosts Productivity and Profitability

Linear AMS of Livonia, Michigan has had a very innovative, if turbulent existence since its founding nearly two decades ago. Formed in 2003 as Linear Mold & Engineering Inc., the company offered the usual slate of services: part and mold design, tool production and repair (for injection and compression), custom injection molding (on presses ranging from 175 to 1,500 tons/tonnes) and laser marking and etching for customers hailing from automotive/transportation, consumer, medical, packaging, aerospace/defense and industrial market segments.
In 2005, the company got involved in metal 3D printing to supplement mold production. Just as Linear was about to make a major investment and put in a new EDM department, the neighbor of Linear owner John Tenbusch suggested they take a look at metal additive technology because it “probably could be used for molds.” That neighbor worked at EOS North America (Novi, Michigan). The team did evaluate the technology and quickly figured out that they could cut out pockets and grow conformal cooling inserts for Linear’s injection mold builds. Not long after, Linear says it purchased the second commercially available direct metal laser sintering (DMLS) printer in North America from EOS. (EOS now calls the process direct metal laser solidification, which the company says more accurately reflects the technology in use since, technically, the powdered metal is not sintered.)

Linear notes that it quickly found itself owning one of only two metal 3D printers in North America—and the only one that wasn’t in the hands of a competitor—which meant that the moldmaker soon had major aerospace and defense companies knocking at its doors wanting to see how metal additive worked and to have the company print parts for them. “Suddenly Linear was talking to companies it probably would never have been exposed to as a Detroit-area toolmaker and injection molder,” explains David Myers, Linear AMS business development manager.
Conformal Cooling Experts
Before long, Linear’s team became adept at designing and producing printed inserts for other toolmakers and tools for its use, gaining a reputation for its expertise in conformal heating/cooling. In contrast to subtractive processes like gundrilling, which are limited to producing heating/cooling channels that are round in cross section and straight, or that branch at right angles, additive manufacturing (AM) grows channels as parts are printed, easily following complex contours and enabling lines of any shape to reach hot or cold spots that are difficult or impossible to reach with conventional baffles, bubblers and trees. This, in turn, means molders can better control part temperatures during molding, reducing cycle time, improving part repeatability and lowering reject rates due to warpage while improving throughput and press utilization rates.

At the height of its success, Linear was reportedly producing conformal cooling inserts for hundreds of molds per year and was producing an average of 40 prototype injection molds per month. “Around this time, additive really started growing in sophistication, and interest grew among injection molders and die casters,” says Myers. “By 2015, Linear was one of the largest additive service bureaus in the world. We had 15 metal additive printers, almost 135 employees and our additive business was starting to eclipse both the moldmaking and molding sides of our business.”
All that exposure to defense and aerospace companies put Linear on the radar of NYC-based defense contractor and investor, Moog Inc., which acquired the company late in 2015. However, it wasn’t a match made in heaven. The new owners cared little about plastic molding or moldmaking and rearranged priorities and resources to support value-added defense and aerospace work. Within two years, the directive was given to close down Linear’s Michigan operations and transfer AM assets to New York. It was then that Tenbusch suggested partnering to buy the company back, which occurred in mid-2017. A non-compete agreement on metal additive work that fell outside automotive and tooling was in place for Linear until January 2020.
Strategic Pivot
Now operating as Linear AMS—which, alternately, is said to mean Additive Manufacturing Services, Advanced Manufacturing Solutions and Always Make Something—the company is taking a markedly different business approach. Although it still designs tools and parts, injection molds components at its 100,000 square-foot/9,290 square-meter facility in Charlotte, Michigan, and designs and prints additive components for tools at its 55,000 square-foot/5,110 square-meter Livonia facility, a partner now produces tools using conformally heated/cooled inserts designed and printed by Linear. This keeps Linear’s focus on improving its conformal heating/cooling expertise and keeps tool building very cost effective. In fact, Myers says they can produce a conformally heated/cooled mold for about the same price as a conventionally drilled and milled mold lacking conformal cooling’s advantages.
“What we’re offering molders and moldmakers is a simple and highly beneficial way to use additive to reduce cycle times 50-60%. Conformal cooling is a gift that keeps on giving every time a mold opens and closes.”
“We’ve made a strategic pivot and are now a turnkey resource for tool shops throughout the region who use us for our additive design and printing capabilities,” Myers continues. “We’re working both with OEMs to teach them about additive and the benefits of conformal cooling, and with toolmakers showing them how we can be a resource by saving them the cost and time of becoming additive experts themselves. What sets us apart is that we’re a bunch of tool and die guys and molders who became adept at additive, as well as a bunch of additive guys who also make tools and dies and who mold. We can speak everyone’s language and we understand how to add value.” Although Linear now has fewer employees (30) and fewer printers (two EOS M280s, three HP MultiJet Fusion and one GE Arcam Q20), the company parlays its expertise in both additive and subtractive manufacturing to produce hybrid solutions that help customers stay competitive. One of the EOS M280s, which is used for tooling inserts (including conformal cooling circuits), exclusively runs MS1 maraging steel, completely eliminating risk of cross-contamination.
Linear also has developed a hybrid approach to producing mold inserts that begins with a conventionally milled and drilled stainless steel plate, which becomes the build plate on which it prints conformally cooled/heated components in maraging steel. When the build is done and post-processing work is complete, Linear cuts the conformally cooled part from unnecessary sections of the build plate and provides a component that offers the best of both additive and subtractive technologies.
Linear AMS
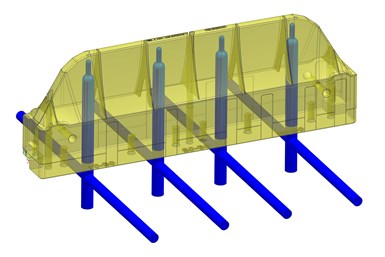
Problem: Reduce cycle time and reject rates on (4) four-cavity tools with a conventionally drilled cooling circuit for dryer baffles while maintaining original cooling circuit inlets/outlets.
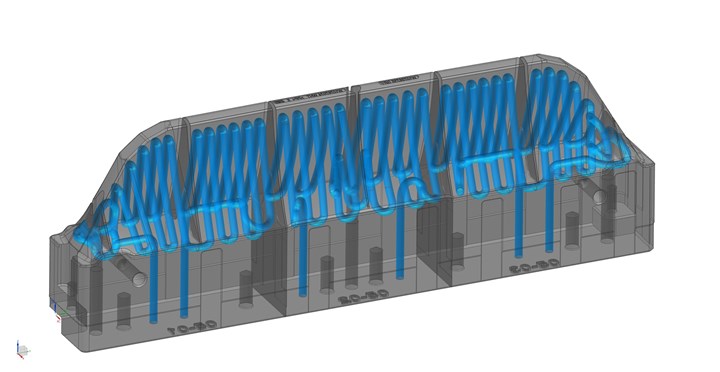
Solution: Based on FEA results, 3D-printed inserts with integral conformal cooling lines quickly and effectively cooled the entire length and width of each baffle.
Results: Conformally cooled circuits reduced cycle time 54%, dropped reject rates, allowed molder to retire one of four molds and reassign one press while maintaining production volumes.
Baffling Baffles
A great example of how Linear partners with customers to find the best solution to their specific situations is an interesting tool the company was brought in to consult on at a major appliance manufacturer. The OEM, which had taken an early interest in AM, had (4) four-cavity, conventionally produced tools for injection molding high-density polyethylene (HDPE) baffles, which are affixed inside the drum on clothes dryers. Given the blade-like shape of the baffles, it was challenging to get conventionally drilled cooling lines up into the far ends of the part, and across the full width of the blade. That meant that only isolated areas were getting cooled and that cooling parts saw a temperature delta of 230°F/110°C from the top of the blade to the bottom, and side to side. Unsurprisingly, scrap rates were high so, to ensure acceptable parts could be produced, the OEM required a 78-second cycle time of its molder.
As part of an experiment to see what additive could do for these tools, Linear modified the cooling circuits on one tool (while retaining existing cooling inlets/outlets). Based on FEA results, Linear printed new inserts with integral conformal cooling lines for each cavity. Once installed, the results were dramatic. The baffles cooled much more quickly and consistently, and parts were ejected much faster without problems, leading to a cycle time reduction of 36 seconds and a vast improvement in reject rates. The change was considered significant enough that, after some calculations, the molder realized it could meet production volume with three, not four tools. Hence, Linear retrofitted only two of the remaining three tools. By shelving one tool, the molder could rededicate capacity on the press that tool used to run on to other jobs while still meeting production demand. Further, the OEM declared that any new baffle tool builds from then on must include conformal cooling channels.
Gift that Keeps on Giving
“Linear AMS’ hybrid approach to producing mold inserts takes advantage of the best of additive and subtractive manufacturing to provide real-world solutions that solve actual customer problems,” explains Jon Walker, EOS North America business development manager. “People get overly hung up on the cost to print individual parts. We’re not suggesting someone should be printing their entire tools, but when you can mill a preform and then use that as a platform on which to build conformal cooling capabilities, 3D printing is a viable option for a high-mix/low-volume industry like mold and die. The aerospace industry has already embraced additive as a value-added manufacturing solution, but mold and die has been slower to accept it. Still, we see greater interest and acceptance and steady growth among mold and die manufacturers.”
“What we’re offering molders and moldmakers is a simple and highly beneficial way to use additive to reduce cycle times 50-60%,” adds Myers. “Conformal cooling is a gift that keeps on giving every time a mold opens and closes.”
That’s why they have worked so hard to both push and pull additive through the mold and die industry. “We’ve got the ear of many OEMs, who finally understand the benefits it brings and are pushing their more reluctant mold builders to give additive a try,” Myers says. “At the same time, we’ve got leading moldmakers who keep pushing their OEM and molding customers to let them use conformal cooling in their tools. It’s a learning curve for everyone. But using a service like ours, we can reduce the cost, time and risk of making that change.”
Reprinted with Permission from MoldMaking Technology, 2021 Gardner Business Media